落料拉深模是组合了落料冲裁与首次拉深的复合模具。
拉深模具构造:落料拉深模")
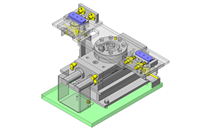
【图】(a)是向上拉深的构造。【图】中为固定式卸料板构造,但也有将卸料板设置于上模的可动式卸料板构造。加工形状请参照“加工内容”图示。利用冲裁拉深凸模(复合零件:兼具落料冲裁凸模和拉深凹模的功能)进行落料冲裁,然后通过行程进展进行拉深加工。拉深后的制件由顶出机构在上死点附件从上模中排出。
下模的顶出装置的用途是避免制件附着在凸模上,采用压边圈。通过模具缓冲装置为顶出装置提供力。
【图】(b)是向下拉深的落料拉深模。由于受弹簧空间的限制,不适于高度尺寸过大的拉深。
进行较浅拉深时,可取消下模的顶出装置、弹簧,在下模座上开制件通过用的孔,采用拉深下出料构造。
落料拉深构造的缺点在于其维护。落料冲裁的冲裁刃口部损伤而出现毛刺时,就需要进行维护。需要对损伤部分进行再次磨削,恢复冲裁刃口,但同时也会磨削拉深凹模的R部分,必须对凹模R进行恢复。每次进行维护时,如果不恢复至相同形状的凹模R,就会导致拉深出现变化,可能造成拉深不良。而且,由于结构较脆弱,如果冲压作业中发生加工错误,会立即导致模具破损。这也属于缺点。
虽然这样的复合构造有其缺点,但能够缩短工序这一点非常有吸引力。如果使用向上拉深的落料拉深构造,可进行包括落料冲裁→拉深→冲孔在内的复合加工。